
一、常见摸块功效讲述
1、隔离膜放卷控制系统(三套)
(1)pu气管卷按装在气胀轴上确定,气胀轴选用悬臂式成分,且附有精确度尺。
🦄(2)用步进高压电机控制高压电机放卷,放卷车速可跟据叠片车速与张度规模自动的調整,拥有慢速、高效、关闭程序、转变等放料工作。
(3)涨力构造既能调低涨力,此外也是隔离膜的平缓装制。
(4)装备手动纠偏调整器,高可靠性强,精密度纠偏感测器器,膈膜纠偏可靠性强,精密度≤±0.2mm。
2.料盒设施
(1)本机械的料盒涵盖正极料盒和负极料盒俩种。
(2)料盒设备举升学校,依照料盒中极片的多长自动的举升,有保障自动化手在不同相对高度取片。
(3)料盒跟部还配有电吹风配置,防极片装贴过在混着,简单方便机械设备制造手取片,同样也以免吸多片。
♉(4)正、负极料盒可配吸尘器原理装制,可吸掉极片上本掉的静电,大一统征集在机下侧的灰尘征集袋中,灰尘征集袋开发成可拆式,便宜灰尘正确处理。
(5)滤油机料盒内有非常规镀层,避免极片在运输方式中刮伤,衡量极片无损音乐伤,外观无印痕等。
3.极片装卸自动化手(五套)
▨这手机构主要用于将正、负极片区别货物拆卸到极片订购位处,wifi定位完成任务后再将其货物拆卸至叠片台。
(1)设备手横移用到伺服线束安装驱动,多次地位控制精性高。
(2)料盒机械制造手配有震片实用功能,有没有效严防吸多片。
(3)不设漏吸片查重模块,漏吸片时反复重复产生。
(4)选用进口真空吸具抽取极片,担保极片运输具体步骤中极片从表面无损格式伤。
4.极片预计位系统性( -各两种)
(1)设定位程序包含负极设定位和正极设定位四种,四种的结构基本上类似。
𓆏(2)订购位台里面特定一点极片仓垫板,其宽度不一与极片宽度不一不同,在极片的四方各有一块定位挡板,其中两个挡板固定,另外两个挡板在定位气缸的作用下可张开或合拢,对极片进行定位。
(3)导航定位挡块里侧有处理极片碰伤的软胶,时速随意调节整。
(4)位置定位板据老客户展示的极片尺码制定。
(5)当极片规格型号发生变化时,在随意调节超范围内,只需调换极片垫片。
🃏(6)开设防火罩,灰尘回收后分散治理 ,尽量不要分次水污染。
5.叠片台(2套)
(1)叠片台主要用于堆码物理手搬货的正、负极片及隔阂。
(2)压刀什降由两列汽缸控制,担保压刀在叠片时张紧,在挤出时放松心情,不伤到pu气管,极片无凹印。
(3)压刀由纳米银溶液冶金机械装修材料并经途唯一性加工处理设计而成,实用久长不会改变形。
6.取聚合物电芯体统(三套)
✤(1)取锂锂电池系统使用叠片顺利完成并殷切pu气管后,由取锂锂电池机械制造手将锂锂电池去除,并推送至放料口。
🅠(2)聚合物聚合物电芯夹指头与极片学习的部分均贴有泡棉,聚合物聚合物电芯运送期间中外层划烂、刮伤、撕伤等的问题。
一、仪器首要构成
顺序号 | 软件名号 | 规模/套 | 描述 | 微信备注 |
1 | 机身主机 | 1 | (1)工字钢焊接生产机架1个,情况支柱基材1块 (2)铝合金型材材料骨架,巧妙波璃门,封板为1.5mm铁板喷粉 | |
2 | 料盒配置 | 4 | (1)主要用于搭建正、负极片 (2)均有顶升培训机构,可使得机械化手每天都要不同高取片 (3)料盒吹气、按片刷子有没有效防范多片 (4)可配集尘控制系统,即使征集掉进的有害气体 | |
3 | pu气管放卷体系 | 2 | (1)隔阂自主放卷 (2)设在放卷纠偏,纠偏要求≤±0.2mm | |
4 | 极片预标记系统化 | 4 | (1)机制式准确度确定(主要包括确定块) (2)粉尘爆炸处理系统,当即回收利用能爆出的灰尘 | |
5 | 极片装卸机手 | 2 | ౠ(1)由伺服线束高压电机驱动器安装精密模具丝杆带动力机器手各用将正、负极片从自身的料盒中拿出来并放入在极片次准确卫星定位软件处 (2)极片位置达成后,由机戒手将其扒取并平放在叠片台 | |
6 | 叠片台 | 2 | (1)使用于堆码机戒手运送的正、负极片及隔离膜 (2)叠台更具升降系统系统,使物理手一次放片也在不同较高 | |
7 | pu气管切刀控件 | 2 | (1)主要包括美工刀片图片断掉膈膜 (2)截断面无发裂或颗粒肥料的问题 | |
8 | 取聚合物电芯系统 | 2 | 取锂电池自动化机械手臂将叠好的锂电池拆下并转变至上料口 | |
9 | 组合件操作使用装置 | 2 | 使用触摸屏操作,操作箱安转在机械设备外罩上,型式紧凑型,且附有应急停下、手/智能、进行等开关 | |
10 | 调节体统 | 2 | PLC、交流伺服电机、感知器等一般电器设备元器件和油路分配器元器件均采用进口与国内品牌,主要电气集中安装于设备内部控制箱中,控制成本环境,利于运维 | |
11 | 操作的表层 | 2 | ꦚ操作方法游戏界面简便简明扼要,更具生产能力统计学用途,更具【自动/手动】加载实用功能,被行同行业可称非常好用的设配。机械故障停用或停用后,必要人工处理按“进行”按扭才能正常的进行 | |
12 | 自由带天窗换型货位 | 1 | 自带的1套 |
二、重要元电气元件封装显卡配置表
顺序号 | 称谓 | 产品 | 主产地 | 提示 |
1 | 台达伺服电机系统性 | 东芝/雷赛 | 英国/中国大 | |
2 | PLC | 欧姆龙 | 日本队 | |
3 | 电脑程序界面 | 步科 | 中国有 | |
4 | 纠偏把握 | 松下官网/道川 | 日本国/中国内地香港 | |
5 | 微电子面板开关 | 道川 | 中台湾省 | |
6 | 感应灯器 | 道川+AirTAC | 国内美国 | |
7 | 气动式元配件 | SMC/AirTAC | 澳大利亚/中国国日本 | |
8 | 垂直导轨 | 上银(HIWIN) | 国中国台北 | |
9 | 滚珠滚珠丝杠 | 上银(HIWIN) | 中国现代香港 | |
10 | 轴承型号 | NSK | 日 | |
11 | 铁离子鼓风机 | AP/SHUNGUAN | 中华 |
三、裸机的功能标准化系统配置
序号顺序 | 英文名称 | 系统配制 | 买家各种需求(√) | 微信备注 |
1 | 集尘装置 | 软件原有吸尘器软件 | √ | |
在使用我们钢结构厂房吸尘器设计 | ||||
2 | 机器外型背景色 | 海得地规范标准(國际暖黑灰色1C) | √ | |
大家肯定标准(大家打造色板) | ||||
3 | 涡流系统化 | 机器设备有带抽真空 | √ | |
运行普通用户工业厂房真空箱源 | ||||
4 | 投资者标准换型物料清单 | 自身带有1套 | √ | |
5 | 一些特俗符合要求 | 无 |
四、换型货位(在机械设备兼容使用范围内,当参数发展后要改换的货位)
编号 | 归属零部件 | 铸件 | 个数 | 方 | 提示 |
1 | 料盒安全装置 | 料盒盖板 | 1/料盒 | Pcs | |
2 | 极片预位置定位体系 | 精确定位基准值板 | 4 | Pcs | |
3 | 极片装卸机手 | 极片吸板 | 4 | Pcs | |
4 | 叠片台 | 叠片底板 | 2 | Pcs | |
5 | 取锂电芯操作系统 | 聚合物电芯夹小指 | 2 | 组 | 极片发生改变较多时换洗 |
6 | 另一个 | 无 |
号码 | 名号 | 的规格机型 | 数目 | 厂家代理商 | 注 |
1 | 抽真空吸盘 | PA-10S | 8个 | 柏卡 | |
2 | U型传控制传感器器 | EE-SX672WR | 4个 | 欧姆龙 | |
3 | 真空室进行过滤芯 | ZFC100-06B | 2个 | SMC | |
4 | 真空泵发生了器 | VAB0706 | 2个 | chelic | |
5 | 特氟龙 | 副料 | |||
6 | 其他 | 无 |
顺序号 | 名稱 | 要求/款式 | 的数量 | 备注栏 |
| 1 | 机 | DSP-LM18D型 | 1台 | |
| 2 | 采用说书(含电源电路工作原理图) | 1份 | ||
| 3 | 主要的零硬件选用表明书 | 1份 | ||
| 4 | 设施设备运营维护检修原因分析书 | 含养护座位、方式 、养护规范 | 1份 | |
| 5 | 出厂合格证书证、质保卡 | 各两份 | ||
| 6 | 平台箱 | 1个 | ||
| 7 | 易损件及明细 | 1套 | ||
| 8 | 换型物料管理(及清单表格) | 1套 | ||
| 9 | 主题活动螺丝刀 | 8" | 1把 | |
| 10 | 螺丝垫刀 | 3"、6" | 只字十字各1把 | |
| 11 | 内六角板手 | 公制 | 1套 |
项目编号 | 的项目 | 到底內容 | 微信备注名 | |
1 | 装氛围 | 无被腐蚀气物、固体,无着火性气物 | ||
2 | 机械设备形态宽度 | L1500×W1650×H2100mm (超高包涵三种颜色灯,以之后设汁达到长宽比准确) | ||
3 | 重量体积 | 约2.0T | ||
4 | 外接电源 | 220VAC±5%,输出功率3.5KW | ||
5 | 供气 | 各种压力5~7 kgf/cm²(0.5~0.7MPa),流量的60L/min | ||
6 | 室温\室内温度 | 5-35℃; 5-55% | ||
7 | 磁界及震荡 | ①应没能会影响设施的磁界;②颤动升幅好高于0.3mm | ||
8 | 地上承力 | 550Kg/m2 | ||
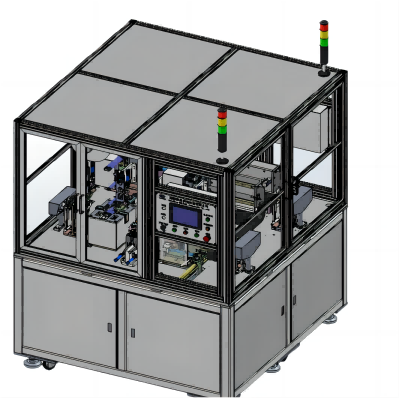
9 | 产品看上去图 (供决定性) |  | ||
一、机械兼容的厂品规格型号
本设配可转变叠起来多样各种不同产品外形尺寸的极片,基本转变产品外形尺寸如下图提示表提示。
技术参数 建筑材料 | 来料 | 时长/mm (可含极耳) | 厚度/mm | 机的薄厚/μm | 內径/mm | 更大外径/mm | 微信备注名 |
正极 | 片料 | 50~150 | 30~90 | 100~300 | / | / | |
负极 | 50~150 | 30~90 | 80~270 | / | / | ||
正极极耳 | / | 5~30 | 5~30 | 12~30 | / | / | 铝泊 |
负极极耳 | 5~30 | 5~30 | 8~22 | / | / | 铜箔 | |
隔离膜 | 卷料 | / | 依据极片 | 12~45 | 3寸(Φ76.2) | Φ300 | |
客服给定极片型号规格规格尺寸 | ᩚᩚᩚᩚᩚᩚᩚᩚᩚ𒀱ᩚᩚᩚ电芯长度 mm(不含极耳),电芯宽度 mm,极耳长度 mm,极耳宽度 mm | 请出具最准动态数据适用做卡具 | |||||
꧒注:出现内容为我厂加工的19型双工作台面半一键叠片机所取兼容的极片领域,当贵方流程求的兼容领域高出出现内容领域时,需改换为我厂沒有尺寸的外形。
二、机 对隔离膜及来料要
大型项目 | 详细相关内容 | 自己的名字 |
极片外观形状及确定误差 | (1)极片无显然掉粉现状,无显然海浪外缘 (2)极片及极耳畔沿处锯齿不低于隔阂高度的1/3 (3)极片裱坑差值高于0.2mm,以不影向极片精确定位为标准 (4)极耳须光滑,应当杜绝碰弯 | |
膈膜蛇形弯偏差 | ≤±0.3mm/1m | |
别的 | 极片来料无比较强烈翘曲倾斜;极片来料无比较强烈黏连 | |
pu气管须收卷匀;参数粗差不低于0.5mm;塔形粗差不低于1mm |
三、专用设备主产地锂电芯要求
数字序号 | 建设项目 | 规格为 | 锂电芯关心图 |
1 | 聚合物电芯长宽L/mm | 按照极片 |
|
2 | 锂电芯参数W/mm | 通过极片 | |
3 | 锂电芯机的薄厚H/mm | 随着客各种需求定制开发 | |
4 | 极耳外凸A/mm | 结合极片与pu气管 | |
5 | 极耳高度D/mm | 给出极片 | |
6 | 极耳位置 | 同侧亦或异侧 | |
7 | 楼层 | ꧅正极 层、负极 层 | |
8 | 备注名称 | 请贵方出具聚合物电芯的准确的面积 |
四、产品核心科技性能参数
序号顺序 | 建设项目 | 新技术性能指标 | 提示 |
1 | 设施设备扩产 | 右侧:1.0~1.4s/Pcs | |
2 | 锂电芯层厚 | 基于朋友市场需求开发 | |
3 | 相距极片排列可靠性强,精密度 | ≤±0.2mm | |
4 | 极片布局两端对齐精密度 | ≤±0.3mm | |
5 | 膈膜纠偏表面粗糙度 | ≤±0.2mm | |
6 | 极片与隔离膜对位准确度 | 极片里心测量误差值≤±0.3mm | |
7 | pu气管横截排列高精度 | ±0.3mm | |
8 | 叠片比例 | 在尺寸範圍内可设制 | |
9 | 切pu气管策略 | 美工切刀 | |
10 | pu气管拉力控住方法 | 配带基准的弹力配重块和弹力节流阀(表明现实状态状态备选) | |
11 | 设备稼动率 | 98%(只由远程服务器会造成的告警) | |
12 | 物料合格证率 | 99%(只由超声波焊接机可能会导致的恶意,来料恶意去除) |






 🤡
功能热线电话
咨询公司通电话: 0755-28909182 13824381687
🤡
功能热线电话
咨询公司通电话: 0755-28909182 13824381687
 非官方我的微信
非官方我的微信

